by oreelaser
")
01 A relação entre bico e qualidade de corte
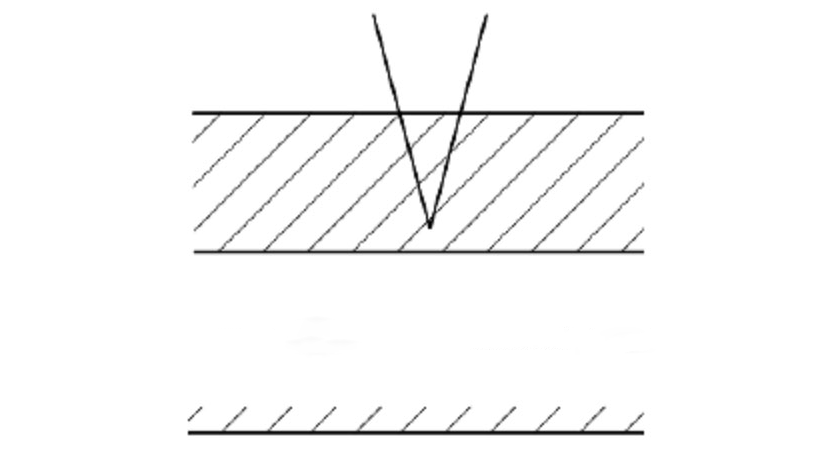
Quando o centro do bico e o centro do laser não estão no mesmo eixo, o efeito na qualidade de corte:
")
1) Afeta a seção de corte. Quando o gás de corte é pulverizado, ele causa um volume de ar desigual, o que torna mais fácil para a seção de corte ter manchas de derretimento de um lado e não do outro. Tem pouco efeito no corte de placas finas abaixo de 3 mm. Ao cortar uma folha com mais de 3 mm, seu impacto é mais sério, e às vezes não conseguirá cortar.
2) Afeta a qualidade dos cantos vivos. Ao cortar peças com cantos afiados ou ângulos pequenos, é fácil produzir derretimento local. Ao cortar chapas grossas, pode não ser possível cortar.
3) Afeta a perfuração, a instabilidade durante a perfuração, o tempo não é fácil de controlar, a penetração de placas grossas causará derretimento e as condições de penetração não são fáceis de entender e o impacto na perfuração de placas finas é pequeno.
02 Como escolher a abertura do bico
")
Existem vários tipos de aberturas de bico: ± 1,0 mm, ± 1,5 mm, ± 2,0 mm, ± 2,5 mm, ± 3,0 mm, etc. Atualmente, dois tipos de aberturas de bico são ± 1,5 mm e ± 2 mm. A diferença entre os dois é:
1) Placas finas abaixo de 3 mm: use φ1,5 mm, a superfície de corte será fina; use φ2mm, a superfície de corte será mais espessa e os cantos tendem a manchas de derretimento.
2) Chapas espessas acima de 3 mm: Devido ao maior poder de corte, o tempo relativo de dissipação de calor é maior e o tempo relativo de corte também aumenta. Com φ1,5 mm, a área de difusão do gás é pequena, por isso não é estável quando usado, mas é basicamente utilizável. Com φ2mm, a área de difusão do gás é grande e a taxa de fluxo do gás é lenta, então o corte é mais estável.
3) O diâmetro do furo de ± 2,5 mm só pode ser usado para cortar placas grossas com mais de 10 mm. Em resumo, o tamanho da abertura do bico tem um sério impacto na qualidade do corte e na qualidade da perfuração. Atualmente, o corte a laser usa principalmente bicos com aberturas de φ1,5 mm e φ2 mm. Portanto, quando a abertura do bico é maior, a proteção relativa da lente de focagem é pior, porque as faíscas do respingo de fusão durante o corte e a probabilidade de saltar para cima são grandes, o que torna a vida útil da lente mais curta.
A concentricidade entre o centro do bico e o laser é um dos fatores importantes que causam a qualidade do corte, principalmente quando a peça é mais espessa, sua influência é maior. Portanto, a concentricidade entre o centro do bico e o laser deve ser ajustada para se obter uma melhor seção de corte.
Nota: Quando o bico está deformado ou há manchas de fusão no bico, seu impacto na qualidade de corte é o mesmo descrito acima. Portanto, o bico deve ser colocado com cuidado e não riscado para evitar deformação; as manchas de derretimento no bico devem ser limpas a tempo. A qualidade do bico tem requisitos de alta precisão durante a fabricação e o método correto é necessário durante a instalação. Se várias condições precisarem ser alteradas durante o corte devido à má qualidade do bico, o bico deve ser substituído a tempo.
Qual é a relação entre a desfocagem da máquina de corte a laser e as escórias e rebarbas do corte de

Conferência Mundial da Indústria de Laser 2023
A máquina de corte a laser capacita a transformação do processamento de metal e a atualização para a

Um após o outro! OREE Laser 12000w processamento de grande formato porta-aviões entrega perfeita!





