by oreelaser
")
Laser MAX 15000W
Problemas e soluções comuns para corte e depuração de aço carbono
Espessura e efeito | Problema | Solução |
Superfície brilhante de 25 mm Superfície brilhante de 30 mm Superfície fosca de 40 mm | O bico de corte aquece | ①Aumente o tamanho do bico; ②A lente está suja, limpe a lente; ③Reduza o foco positivo do corte. |
Superfície de corte áspera | ① Levante o foco positivo de corte; ②Reduza o tamanho do bico; ③Reduza a pressão do ar de corte; ④Melhorar a velocidade de corte. | |
Cortando a escória | ①A velocidade de corte é inadequada; ②Aumente a pressão do ar de corte; ③O foco de corte é inadequado. | |
Superfície de corte inconsistente | ①A saída do bico não é redonda; ②O laser não está no centro do bico. |
Laser MAX 15000W
Problemas e soluções comuns para corte e depuração de aço inoxidável
Espessura e efeito | Problema | Solução |
6mm: sem escória 20mm: escória localizada | Corte e estratificação | ①Reduza a velocidade de corte; ②Aumente a pressão do ar de corte; ③Aumente o tamanho do bico; ④ O foco de corte é inadequado. |
Cortando a escória | ①A velocidade de corte é inadequada; ②Aumente a pressão do ar de corte; ③Reduza o foco negativo do corte. | |
Baixa eficiência de corte | ①A lente está suja; ②Aumente a pressão do ar de corte. | |
40mm: uma pequena quantidade de escória | Corte e estratificação | ①Reduza a frequência; ② Levante o foco positivo; ③Aumente a pressão do ar de corte. |
superfície de corte amarelo | ①Reduzir o ciclo de trabalho; ② Levante o foco positivo; ③Aumente a pressão do ar de corte. |
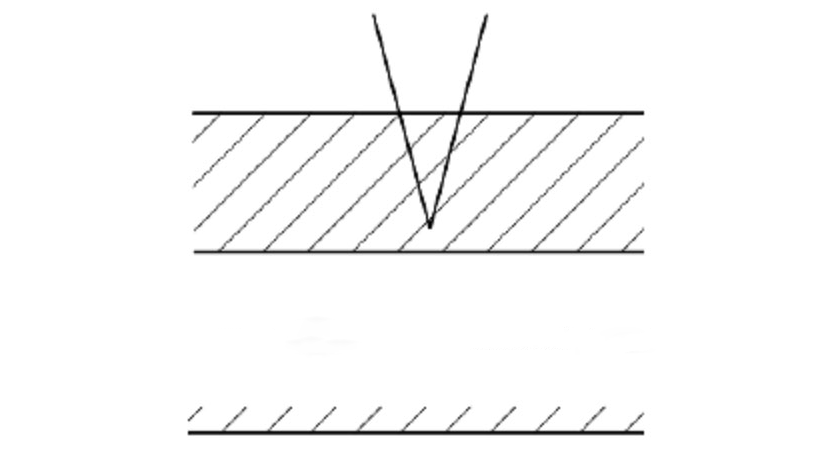
Método de teste de estabilidade de corte
Para garantir a estabilidade do equipamento durante o processamento do lote e a estabilidade da qualidade do produto processado, testes de estabilidade são necessários antes do processamento formal do lote.
Material de teste: | 6-10mm aço inox | Curva de teste: | Hélice |
Tempo de teste: | 5-10min | Gás Auxiliar: | N2 |
Método de teste: | ①Ajuste os parâmetros de corte do aço inoxidável para garantir que a superfície de corte esteja livre de escória e sem delaminação; ② Corte contínuo na potência máxima por 5-10 minutos para verificar se a superfície de corte é consistente; ③Se houver problemas como aumento gradual de escória, luz azul após o corte e corte contínuo, isso significa que o foco do corte foi alterado. É necessário verificar a lente da cabeça de corte (a lente está suja / a baixa qualidade da lente problemas de lentes térmicas) e a posição do foco. | ||

12000W formato ultra-grande | Equipamento de corte a laser orbita terrestre a laser Oree off-line e

Um após o outro! OREE Laser 12000w processamento de grande formato porta-aviões entrega perfeita!

Ganhamos pela qualidade! A Oree Laser trabalha com clientes no exterior para ajudar no rápido desenv
Qual é a relação entre a desfocagem da máquina de corte a laser e as escórias e rebarbas do corte de





