by oreelaser
")
No processamento de metal, o corte a laser de aço carbono ocupa uma posição muito importante, especialmente através do uso de corte a laser de alta potência, corte sem rebarbas, corte de superfície brilhante e outras tecnologias de ponta, peças de precisão de alta qualidade podem ser obtidas para atender a soldagem , tratamento de superfície, etc. Requisitos de processamento secundário. À medida que a espessura da folha aumenta, é necessário obter um corte de superfície brilhante não apenas com o suporte de lasers de alta potência, mas também com tecnologia de corte avançada para ajuste de parâmetros, incluindo a seleção do bico e a posição do foco afetará o efeito de corte.
Características do aço carbono de corte a laser de 10,000 watts:
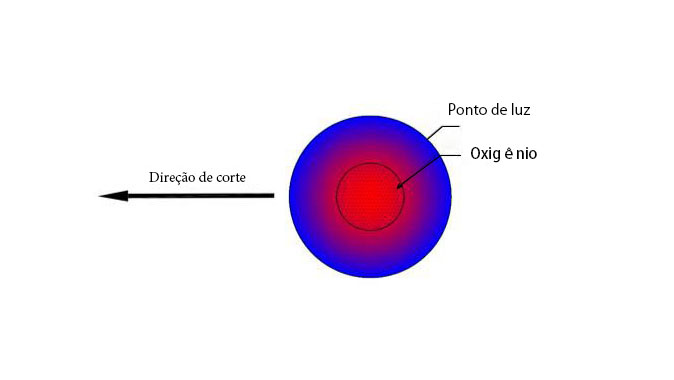
A placa de aço carbono é cortada com oxigênio e método de foco positivo. Quanto mais espesso for o aço carbono, maior será o foco positivo e maior será o ponto na superfície do material. É necessário quanto maior for o tamanho do bico (φ1,0-2,0 mm).
O efeito do foco no corte de aço carbono:
Dentro de uma determinada faixa de foco, quanto maior o foco positivo, mais lisa e brilhante será a superfície de corte do aço carbono.
O efeito dos bicos no corte de aço carbono:
O mesmo ponto focal, quanto menor o tamanho do bico. Quanto mais lisa e brilhante for a superfície de corte do aço carbono, menor será o cone.
Como escolher o bico e o foco corretos:
Se você deseja obter um processamento estável, deve optar por garantir que a temperatura do bico não aqueça e não continue a subir. Portanto, de acordo com as diferentes espessuras de aço carbono, você precisa escolher um bico e uma posição de foco adequados. A seguir está a situação de aquecimento do bocal quando o laser MAX 12kw de 10.000 watts é usado para emitir luz por 30 segundos na potência máxima:
")
")
Dicas para cortar chapas grossas de aço carbono com laser de 10,000 watts:
1. Com potência total e corte de bico pequeno, pode cortar produtos cônicos lisos e pequenos;
2. O maior problema de placas grossas de aço carbono com corte a laser de 10.000 watts é que o bico está quente, então o ponto de luz deve ser estritamente ajustado no centro do bico para a saída;
3. Certifique-se de que o bico não está quente. Quanto menor for o tamanho do bico, maior será o foco positivo e mais lisa será a superfície de corte.
Wie schneidet man Kohlenstoffstahl mit glänzender Schnittfläche bei der 12kw Laserschneidmaschine
Por que o corte de superfície brilhante de aço carbono tem o poder limite?

Como escurecer a cabeça do laser?
Como escolher gás auxiliar para máquina de corte a laser





